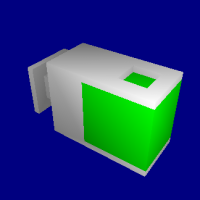
Setup: <y, x>
Select tool: 8
Do operation: End Mill slot 235
Select tool: 9
Do operation: End Mill blind-slot 63
Select tool: 4
Do operation: Fine End Mill blind-slot 63
Select tool: 17
Do operation: Drill pocket 44
Select tool: 7
Do operation: End Mill pocket 44
Select tool: 16
Do operation: Drill hole 49
Do operation: Drill hole 50
Select tool: 6
Do operation: End Mill hole 49
Do operation: End Mill hole 50
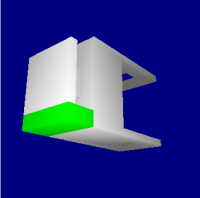
Setup: <y, -z>
Select tool: 15
Do operation: End Mill slot 212
Select tool: 16
Do operation: Drill hole 47
Do operation: Drill hole 48
Select tool: 6
Do operation: End Mill hole 47
Do operation: End Mill hole 48
Select tool: 1
Do operation: Fine End Mill hole 47
Do operation: Fine End Mill hole 48
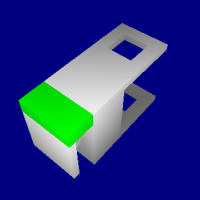
Setup: <x, y>
Select tool: 8
Do operation: End Mill slot 213
Do operation: End Mill slot 239
Setup: <x, -y>
Select tool: 16
Do operation: Drill hole 45
Do operation: Drill hole 46
Select tool: 6
Do operation: End Mill hole 45
Do operation: End Mill hole 46
Setup: <z, -x>
Select tool: 15
Do operation: End Mill step 306
Setup: <z, x>
Select tool: 15
Do operation: End Mill step 313
|
Setup: <x, y>
Select tool: 16
Do operation: Drill pocket 21
Select tool: 17
Do operation: Drill pocket 19
Select tool: 8
Do operation: End Mill slot 272
Do operation: End Mill slot 271
Select tool: 6
Do operation: End Mill pocket 21
Select tool: 7
Do operation: End Mill pocket 19
Select tool: 16
Do operation: Drill hole 74
Do operation: Drill hole 75
Select tool: 6
Do operation: End Mill hole 74
Do operation: End Mill hole 75
Setup: <y, z>
Select tool: 8
Do operation: End Mill slot 264
Select tool: 9
Do operation: End Mill blind-slot 92
Select tool: 4
Do operation: Fine End Mill blind-slot 92
Select tool: 17
Do operation: Drill pocket 73
Select tool: 7
Do operation: End Mill pocket 73
Select tool: 16
Do operation: Drill hole 78
Do operation: Drill hole 79
Select tool: 6
Do operation: End Mill hole 78
Do operation: End Mill hole 79
Select tool: 1
Do operation: Fine End Mill hole 79
Setup: <y, -z>
Select tool: 15
Do operation: End Mill slot 245
Select tool: 16
Do operation: Drill hole 76
Do operation: Drill hole 77
Select tool: 6
Do operation: End Mill hole 76
Do operation: End Mill hole 77
Setup: <z, -x>
Select tool: 15
Do operation: End Mill step 339
Select tool: 5
Do operation: Fine End Mill step 339
Setup: <z, x>
Select tool: 15
Do operation: End Mill step 349
|